
The Modern Manufacturer: Manufacturing Policy Management
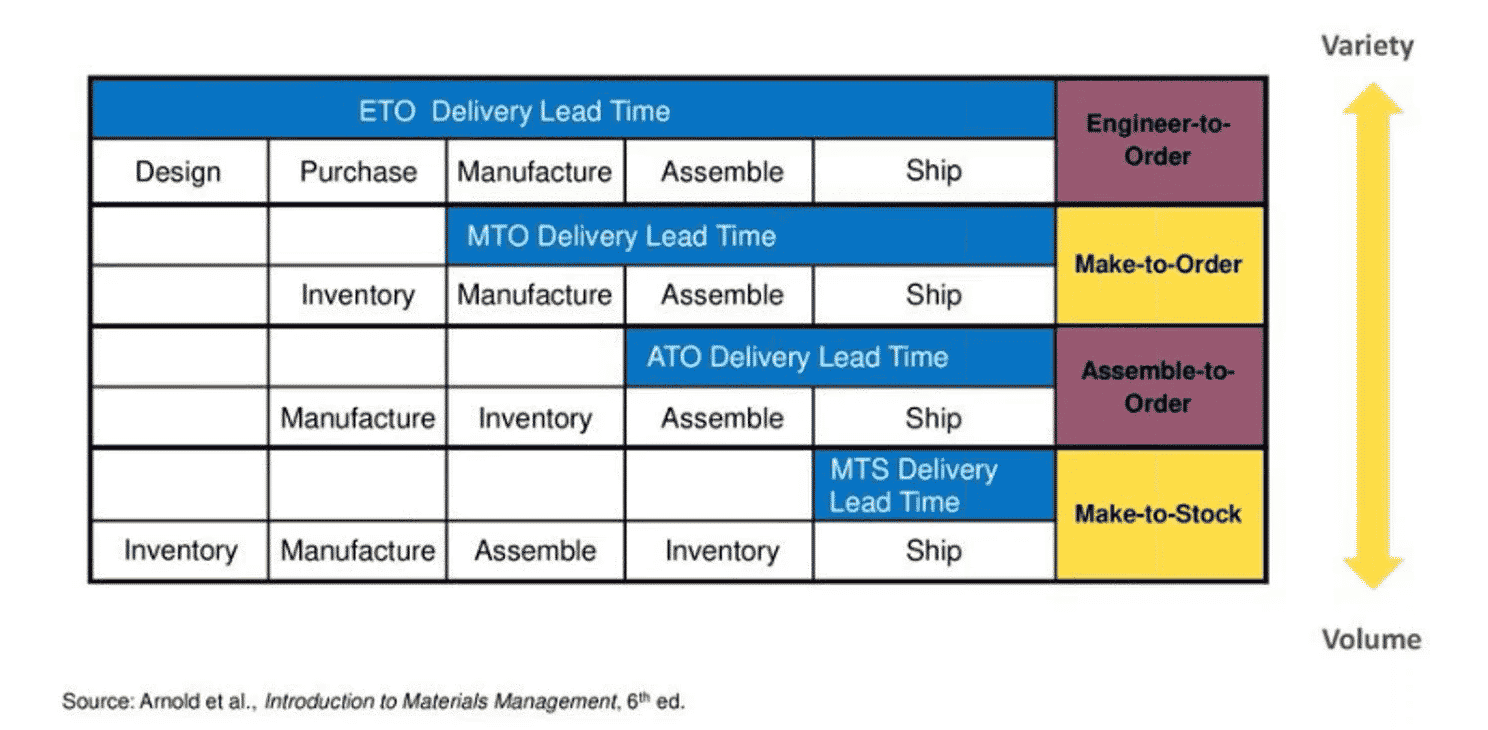
Production is a tradeoff between variety and volume. When it comes to this balance, manufacturing can be broken down into four types: engineer-to-order, make-to-order, assemble-to-order, and make-to-stock.
Where Do We Master Schedule?
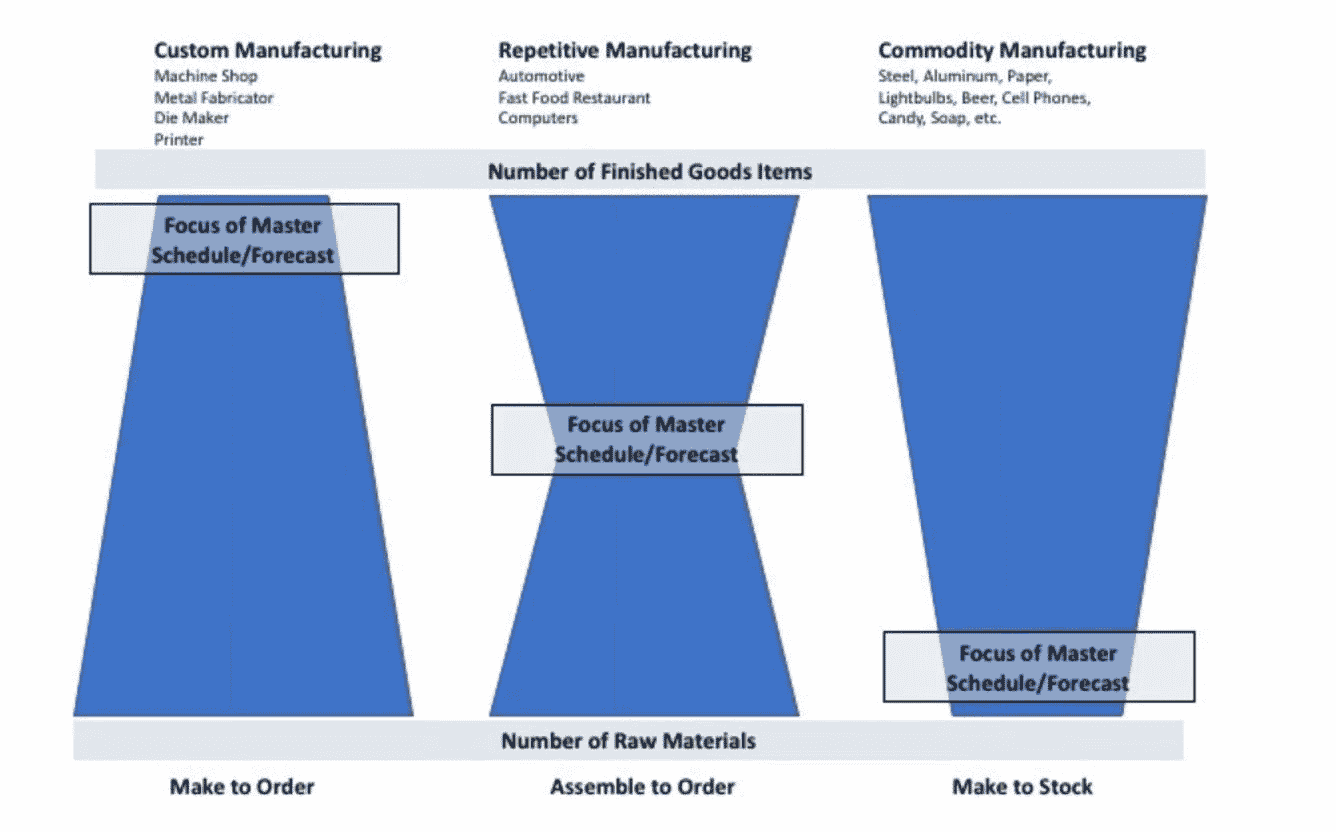
We master schedule at the bottleneck, or constraint, of production. Bottlenecks exist at different points in the production process depending on manufacturing type. In make-to-order, there are extensive raw materials to choose from in the drive toward custom manufacturing. In this case, master scheduling happens as close to the end item as possible to minimize turnaround time. In an assemble-to-order environment, there are many raw materials that can be assembled into a diverse number of finished goods. The master schedule is focused at the gating point between raw materials inventory and finished goods inventory. Make-to-stock production typically has fewer raw materials but many end products. Master scheduling at the lowest level ensures inventory is always available.
Push vs Pull Manufacturing
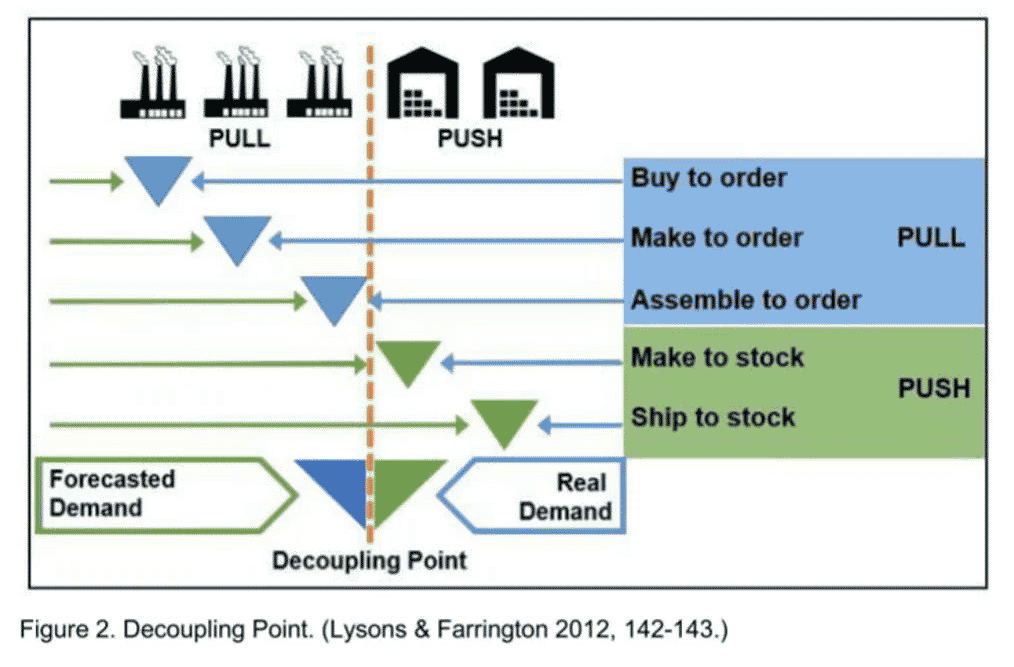
The decoupling point is the tipping point between push and pull manufacturing. Push manufacturing pushes products out to the customer without going through layers of production. Make-to-stock and ship-to-stock are examples of this manufacturing type. In pull manufacturing, when an order comes in, production is pulled to meet the order. Make-to-order and assemble-to-order are both considered pull manufacturing. For both manufacturing types, the goal is to have as much inventory as you need – not too much and not too little. There is a fine line between having a reasonable delivery time and having a pile of excess inventory in the warehouse. With this balance in mind, let’s discuss manufacturing strategies.
Make-to-Stock – Artist Strategy
Make-to-stock (MTS) assumes all inventory is assembled and ready to be sold. Think of an artist selling finished work at a fair. Their art is framed and ready to sell with no customizations. With an MTS strategy, end items are stocked in finished goods, all raw materials and components are stocked, engineering is complete, and delivery is promised the next day.
The make-to-stock sales bill of materials represents a finished product that has been assembled as part of a flow. Sales orders only call for predefined end items with no options or features. On the sales bill of materials, finished products are managed as inventory items, not as in-process items. When the delivery is created to dispatch the customer’s order, the end item is issued or backflush issued from stock. No engineering assistance is required.
Make-to-Stock Setup
Inventory is always on the shelf, which should be reflected in master scheduling. Master scheduling is done at the top level and shows that inventory is perpetually in stock. Product is seldom made because the cost of production is very high, so when it is made, it is made in bulk. Production or purchasing lead times for components are typically long and/or unpredictable. Once on the shelf, items are assumed to be completed, tested, and ready to be sold. As items are always in stock, there is no setup time, run time, or production on orders. Safety stock may be used to ensure inventory is always on-hand. Hence, sales lead times are short and products can be shipped the same day or overnight. ATP (available to promise) and CTP (capable to promise) are turned on for promising end items to customers but may add unnecessary overhead to the system. In make-to-stock manufacturing, the shelf to the customer only takes one step.
Assemble-to-Order – Sandwich Strategy
Assemble-to-Order (ATO) assumes inventory you need to assemble an item is always available. Think of a sandwich shop stocked with components ready to be assembled into sandwich combinations. Assemble-to-order also applies to items sold in sets. For example, the finished product may be a set of garden furniture. When a delivery is created to dispatch a customer’s order, the components are backflush issued or picked from stock. With this strategy, “pinch point” subassemblies are stocked in process, all raw materials and components are stocked, engineering is complete but configuration may need specification, and delivery is promised per capacity ATP. Pinch point items are kept in stock because they tend to be expensive or difficult to get ahold of and are necessary for the finished product. No engineering help is needed because products are predefined as sets or builds.
The sales bill of materials represents a finished product assembled at the sales stage. In the sales bill of materials, both the finished product and the components can appear as separate items in the sales order document.
Assemble-to-Order Setup
The goal of ATO manufacturing is a quick turnaround of standard, predefined products. Assemble-to-order has a short sales lead time, short run times, and no setup time. Testing occurs at the top level of the bill of materials and ATP and CTP are turned on for promising end items to the customer.
Make-to-Order – Bob the Builder Strategy
In a make-to-order (MTO) strategy, no finished goods nor subassemblies are stocked. The customer expects to wait longer for their item to be customized with standard specifications. This is the Bob the builder strategy because it fits the slogan, “Can we make it? Yes we can!”. With make-to-order manufacturing, at least one raw material or component is not stocked, minor one-off engineering is required, and delivery is promised per capacity and material ATP. Finished goods are only manufactured after a customer places a sales order. This creates additional wait time for the customer as compared to traditional make-to-stock manufacturing. However, utilizing an MTO strategy helps relieve the problem of excess inventory that can exist with an MTS strategy. Emergency engineering may be needed due to different supplied materials.
The production bill of materials represents a finished product made up of different inventory components. Components in the production bill of materials are physical items (a screw, a wooden board, a measured quantity of lubricant or paint) and/or labor (one work hour) used to create a product.
Make-to-Order Setup
The lead time tends to be longer in make-to-order manufacturing. Forecasting is needed to ensure raw materials are available in-house to kit for production on demand. Testing occurs at the top level of the material bill. Run and queue times are needed on the second level at least, though it is best to have them on the lowest level. ATP and CTP are turned on for promising end items to the customer.
Engineer-to-Order
Engineer-to-order (ETO) has no finished goods nor subassemblies stocked. This strategy focuses on designing, purchasing, and manufacturing highly customizable products. In an ETO strategy, at least one raw material or component is not stocked, significant engineering is required, and delivery is promised per capacity and material ATP. Lead times are very long to account for customer-specific items. Forecasting is used to check commonly used raw material availability and kit for production on demand. The allocation forecast needs to be monitored and updated with trends and market knowledge.
A fully defined bill of materials with run and queue times is needed on all levels for all modules. This is difficult with an ETO strategy, but D365 tools such as the configurator, project management, capacity planning, and more help track items in a project. ATP and CTP are vaguely accurate for promising end items to the customer if the connected bill of materials is satisfactory. Setup and run time must be accounted for processing.
Lean Mandates
Manufacturers are always looking for more efficient ways to manage production, and many turn to lean mandates. Lean has five requirements:
- If you touch it, finish it. - This does not work in an engineering environment.
- Flow one piece at a time. - This often does not work in a make-to-order or assemble-to-order environment.
- Flow in one direction. - This typically works across all types of manufacturing.
- Never pass on a defective piece. - This is difficult to do in make-to-order and engineer-to-order environments where components may end up being reworked.
- Balance each task to take time (or a run rate). - This is a good mandate for all manufacturers.
If you have a lean mandate inside your business, you may have to balance the world of lean and the world of reality, sacrificing some lean mandates to keep production moving.
For more information on modern manufacturing, visit the manufacturing section of the Stoneridge Software Blog.

Under the terms of this license, you are authorized to share and redistribute the content across various mediums, subject to adherence to the specified conditions: you must provide proper attribution to Stoneridge as the original creator in a manner that does not imply their endorsement of your use, the material is to be utilized solely for non-commercial purposes, and alterations, modifications, or derivative works based on the original material are strictly prohibited.
Responsibility rests with the licensee to ensure that their use of the material does not violate any other rights.